

What Is the Difference Between rPET and Virgin PET?
Buyers face increasing pressure to adopt sustainable plastics, yet failing to understand polymer differences can lead to failed compliance and structural defects in food-contact tableware.
The primary difference lies in their origin and thermal history. Virgin PET is synthesized directly from petrochemicals, offering maximum structural rigidity. rPET is mechanically or chemically recycled from post-consumer PET, requiring precise temperature control during injection molding due to slightly softer polymer chains and altered melt flow indexes.

Navigating the shift from virgin polymers to recycled alternatives requires more than just updating purchasing specs. It demands a rigorous understanding of molecular degradation, molding parameters, and global food safety regulations. Examining the exact material science and manufacturing realities separating these two plastics is essential for maintaining production stability.
What are rPET and virgin PET, and how are they produced?
Understanding polymer origins is critical. Selecting the wrong material grade often results in unstable melt flows, leading to costly production halts on the factory floor.
Virgin PET is polymerized from ethylene glycol and terephthalic acid, producing a pristine, highly predictable resin. rPET is manufactured by washing, shredding, and melting post-consumer PET waste, requiring advanced decontamination processes to restore its molecular weight for safe food-contact use.

The Polymerization of Virgin PET
Virgin Polyethylene Terephthalate (PET) begins its lifecycle in a chemical plant. Manufacturers synthesize it by combining monoethylene glycol (MEG) and purified terephthalic acid (PTA). This reaction happens under high vacuum and extreme heat, creating long, unbroken polymer chains. Because it is created from scratch, virgin PET has a highly stable intrinsic viscosity (IV). This stability means that when we feed virgin PET pellets into an injection molding machine, the melt flow is highly predictable. The material behaves exactly the same way during every production run, making the tooling and cooling phases straightforward and highly repeatable.
The Mechanical and Chemical Processing of rPET
Recycled PET (rPET) requires a completely different supply chain and processing methodology. It starts as post-consumer waste, primarily discarded beverage bottles. Factories sort these bottles by color, wash them to remove adhesives and labels, and grind them into small flakes.
However, melting these flakes directly is not enough for high-grade manufacturing. The previous melting cycles and environmental exposure break down the polymer chains, reducing the material's intrinsic viscosity. To counteract this, manufacturers utilize Solid State Polycondensation (SSP). This process heats the rPET flakes in a vacuum to extract moisture and volatile impurities while simultaneously re-linking the shortened polymer chains. Even with SSP, the resulting resin behaves differently in the hopper and the barrel compared to virgin plastics.
What are the key differences in material properties between rPET and virgin PET?
Assuming recycled plastics behave exactly like virgin resins is a critical manufacturing error. Ignoring their mechanical differences directly causes warping, shrinkage, and product failures.
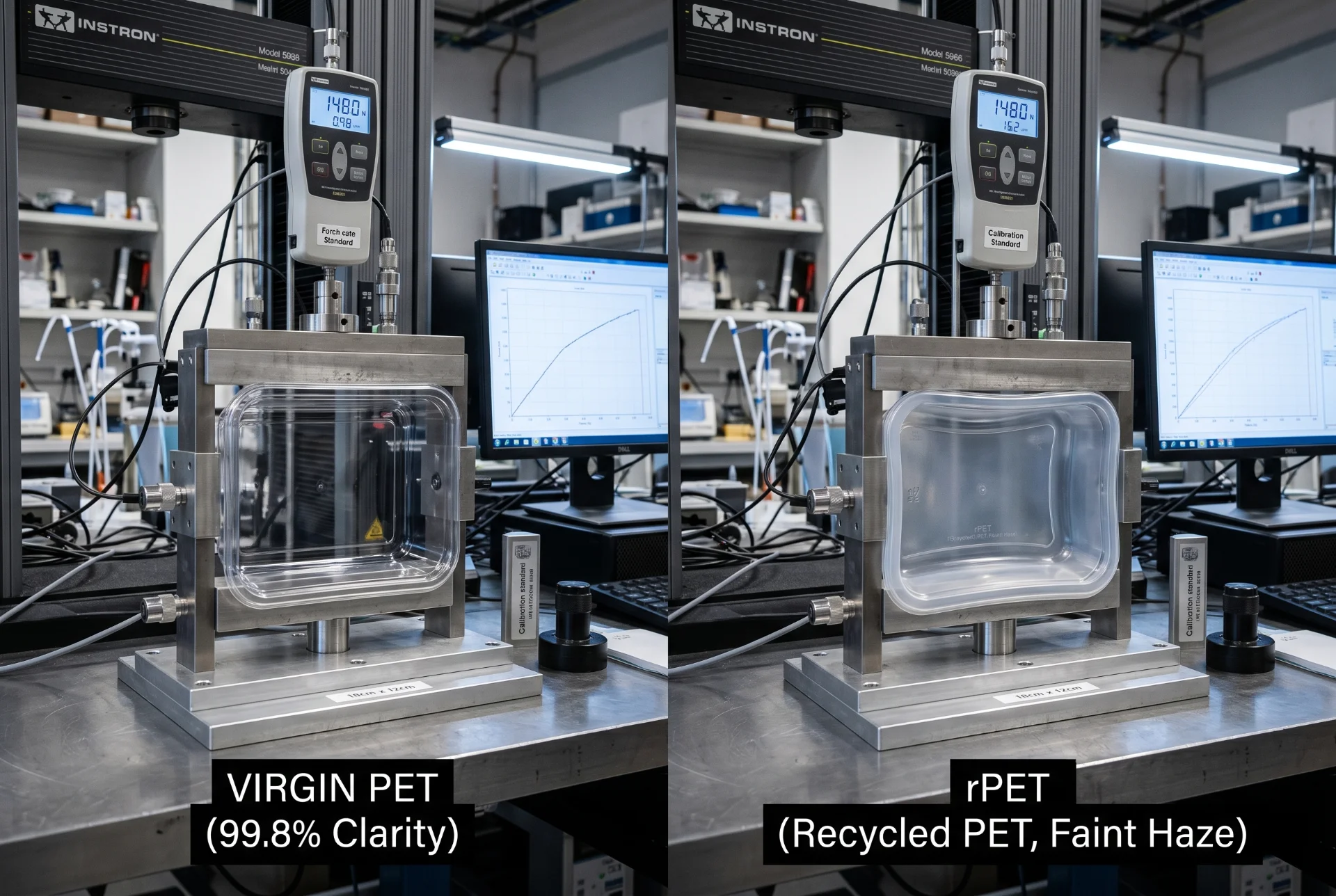
Virgin PET offers superior rigidity, higher clarity, and stable intrinsic viscosity. In contrast, rPET is inherently softer and more thermally sensitive, making rPET injection molding a highly specialized, emerging process compared to the decades-old, mature standard of virgin PET molding.
Mechanical Strength and Polymer Chain Integrity
When you subject a polymer to repeated heat cycles, thermal degradation occurs. The polymer chains in rPET are inherently shorter than those in virgin PET. From a structural standpoint, this means rPET raw material is softer. When manufacturing durable, reusable tableware, this softness impacts the final product's rigidity and impact resistance. Virgin PET yields a stiff, glass-like finish with exceptional clarity. rPET can achieve excellent transparency, but it often carries a very slight color variance or haze depending on the quality of the post-consumer feedstock.
Injection Molding Realities: Mature vs. Emerging Tech
In the injection molding industry, processing virgin PET is a highly mature technology. The parameters for barrel temperatures, injection pressure, and mold cooling are well-documented. However, rPET injection molding is practically an infant technology.
Because rPET is a softer material with a fluctuating melt flow index, it is significantly harder to produce. The molding machines require highly precise temperature controls and specialized screw designs to prevent further degradation of the polymer during injection. In China, while many factories can handle virgin PET, very few possess the technical capability and material science engineering required to produce rPET injection-molded tableware. Furthermore, the extensive sorting, washing, and SSP decontamination processes mean that rPET raw material is actually more expensive than virgin PET, contrary to common assumptions about recycled goods.
| Specification | Virgin PET | rPET (Recycled PET) |
|---|---|---|
| Polymer Chain Structure | Long, unbroken chains | Shorter chains (due to thermal history) |
| Material Rigidity | Highly rigid, excellent structural memory | Softer, requires specialized molding parameters |
| Injection Molding Tech | Decades-old, highly mature | Emerging technology, difficult to master |
| Raw Material Cost | Baseline market price (tied to oil) | Higher than virgin PET (due to processing) |
| Optical Clarity | Flawless transparency | High transparency, potential slight haze |
Is rPET as safe as virgin PET for food and beverage contact?
Food safety compliance is non-negotiable. Using poorly processed recycled polymers risks chemical migration, failing strict European Food Contact Materials regulations.
Both materials are safe for food contact only if processed correctly. Virgin PET inherently meets EU 1935/2004 and FDA standards. rPET requires strict challenge testing and super-cleaning technologies to ensure volatile organic compounds and non-intentionally added substances remain below legal migration limits.

Migration Limits and NIAS in Recycled Polymers
When manufacturing tableware, the primary safety concern is chemical migration—the transfer of substances from the plastic into the food or beverage. Virgin PET is synthesized in a controlled environment, meaning its chemical makeup is known and heavily regulated. It easily passes global compliance standards like EU EC 1935/2004 and the German LFGB testing frameworks because it lacks unexpected contaminants.
rPET introduces the risk of Non-Intentionally Added Substances (NIAS). Because the feedstock comes from post-consumer waste, the plastic may have absorbed residues from its previous lifecycle. If an rPET batch is not processed through an advanced decontamination facility, trace amounts of heavy metals, volatile organic compounds (VOCs), or cleaning agents can remain in the polymer matrix. When exposed to high temperatures or acidic foods, these contaminants can migrate out of the plastic.
EFSA and FDA Decontamination Protocols
To achieve food-grade status, rPET must undergo a super-cleaning process approved by the European Food Safety Authority (EFSA) or the FDA. These regulatory bodies require factories to perform "challenge tests." In a challenge test, the PET waste is deliberately contaminated with surrogate chemicals. The recycling process must demonstrate that it can extract these surrogates down to a safe threshold—typically less than 0.1 parts per billion.
Only rPET resins that pass these aggressive decontamination protocols are legally permitted for food-contact tableware. At Aveco Group, we rely strictly on certified, traceable rPET that has passed these exhaustive migration tests, ensuring the tableware performs reliably under rigorous B2B compliance audits. Proper processing eliminates the safety gap, allowing rPET to perform just as safely as virgin PET in commercial food service environments.
Managing Thermal Stability During Injection Molding
High rejection rates frequently plague tableware production when facilities switch to sustainable material alternatives. Bio-polymers and recycled resins react poorly to minor temperature fluctuations. If the barrel temperature spikes even a few degrees above the specified threshold, polymer chains begin to break down. This results in brittle plates, warped bowls, and a drastic drop in overall impact resistance. Proper calibration of injection molding parameters remains non-negotiable for maintaining structural integrity.
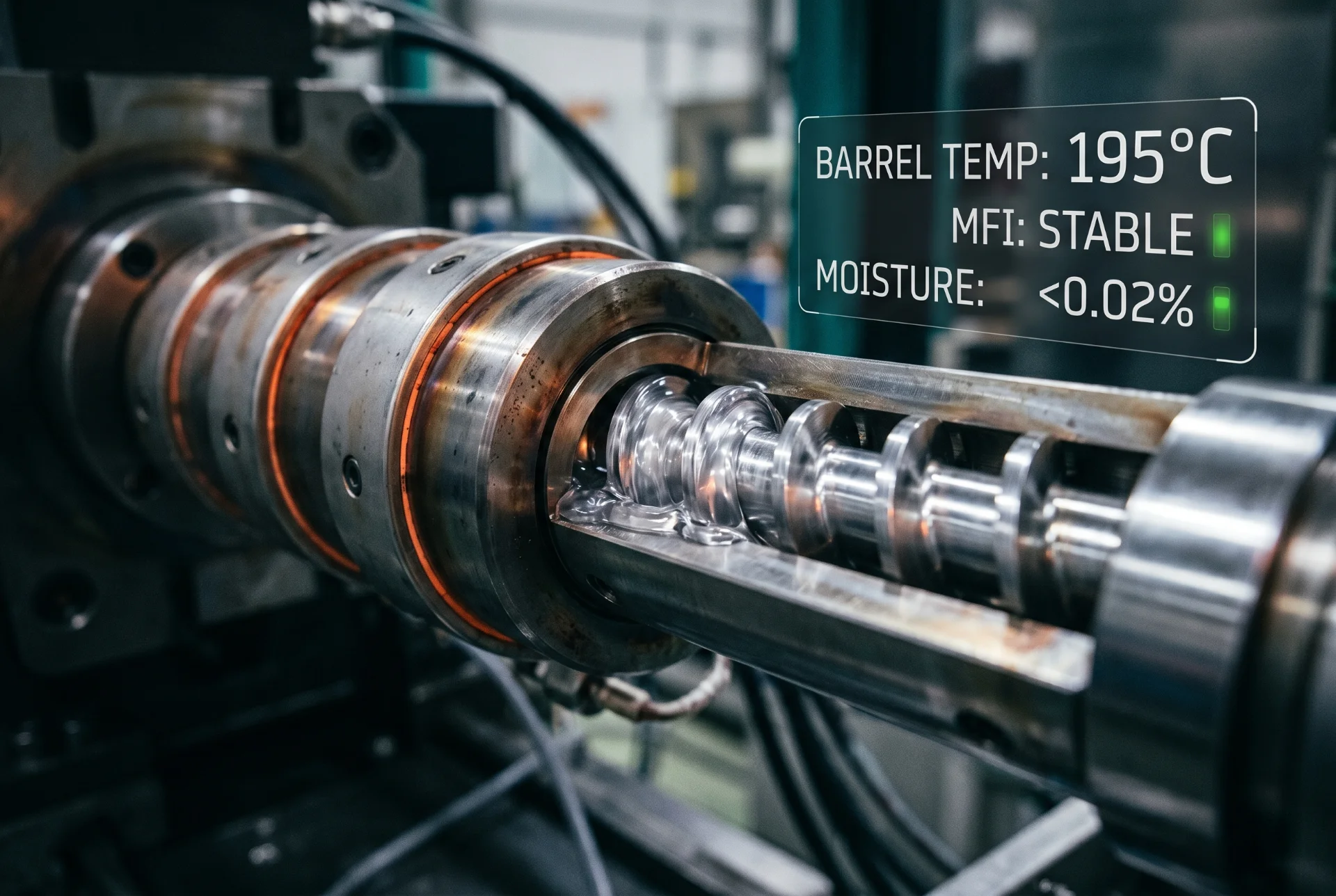
Achieving thermal stability requires strict control over barrel temperatures and residence times. Processing PLA above 200°C causes rapid thermal degradation, leading to an immediate loss of molecular weight. Maintaining an optimal, staged temperature profile ensures consistent melt flow and prevents shear-induced discoloration in the final molded tableware.
Controlling Material Degradation in Bio-Polymers
Bio-based materials like PLA are notoriously sensitive to both moisture and heat. Before these pellets even enter the hopper, desiccant drying is mandatory. Moisture content must drop below 0.02% to prevent hydrolysis during the melting phase. When water molecules react with the polymer melt at high temperatures, they cleave the ester bonds. This reduces the mechanical strength of the finished product.
On the factory floor, operators monitor the melt flow index (MFI) continuously. A sudden spike in MFI indicates that the material is degrading inside the barrel. To counteract this, we minimize residence time. The screw design must provide enough shear to melt the polymer uniformly without generating excessive frictional heat. Precision in these parameters dictates whether a bio-based cup survives a drop test or shatters on impact.
Cycle Time Optimization for Thicker Wall Sections
Food-grade reusable tableware requires thick wall sections to guarantee long-term durability. However, thicker cross-sections inherently demand longer cooling times inside the mold. Ejecting a part before the core has solidified introduces internal stresses. These stresses manifest as warpage days after the product has left the factory floor.
We integrate conformal cooling channels directly into the mold tooling. Unlike straight-line water channels, conformal cooling wraps around the complex geometries of plates and bowls. This extracts heat uniformly across the entire part surface. It stabilizes the polymer matrix rapidly, allowing for shorter cycle times without compromising dimensional stability. The result is a heavy-duty, reusable product that maintains its exact shape through years of use.
Failing an EU EC 1935/2004 or LFGB compliance test immediately halts container shipments at the border. Many buyers face forced product recalls because their plastics leach unwanted chemical compounds under high heat. Acidic foods and high-temperature environments act as harsh catalysts. They pull unreacted monomers and heavy metals out of the polymer matrix directly into the food. Rigorous pre-shipment testing using specific chemical simulants prevents these costly regulatory failures.
Compliance with strict EU regulations depends on passing both overall and specific migration tests. Tableware must be tested using simulants like 3% acetic acid and 95% ethanol at 70°C for 2 hours to mimic real-world contact with hot, acidic, or fatty foods. Keeping specific migration levels below 10 mg/dm² guarantees the material remains chemically inert under severe conditions.

Specific Migration of Heavy Metals and Monomers
Migration testing is divided into two strict categories. The Overall Migration Limit (OML) measures the total mass of all non-volatile substances that transfer from the plastic into the food. However, the Specific Migration Limit (SML) is far more targeted. It scrutinizes individual, potentially toxic compounds such as primary aromatic amines, heavy metals, or residual monomers.
To pass SML protocols, the manufacturing process must utilize high-purity masterbatches and strictly food-grade colorants. If a factory uses low-grade pigments containing traces of lead or cadmium, the acidic simulants will expose them during LFGB testing. We stabilize the polymer matrix during compounding to lock these molecules in place, ensuring zero transfer occurs even at boiling temperatures.
The Role of Simulants in LFGB Testing
Laboratories do not test tableware with actual food; they use standardized chemical simulants to accelerate and measure degradation. The choice of simulant dictates the severity of the test.
| Simulant Type | Chemical Composition | Food Type Simulated | Standard Test Condition | Max Allowable Limit (OML) |
|---|---|---|---|---|
| Simulant A | 10% Ethanol | Aqueous / Water-based foods | 70°C for 2 hours | < 10 mg/dm² |
| Simulant B | 3% Acetic Acid | Acidic foods (pH < 4.5) | 70°C for 2 hours | < 10 mg/dm² |
| Simulant D2 | Olive Oil / 95% Ethanol | Fatty / Oily foods | 40°C for 10 days | < 10 mg/dm² |
Beyond chemical extraction, LFGB enforces a strict sensory test. The material must not alter the taste or smell of the food. Residual off-gassing from incomplete polymer curing will fail this test instantly. Controlling the cooling and outgassing phases during production ensures the final product remains entirely neutral in odor and flavor.
Designing Tableware for High-Cycle Commercial Dishwashing
Reusable tableware only fulfills its environmental promise if it survives hundreds of rigorous wash cycles. Standard consumer plastics quickly develop micro-cracks and surface crazing after prolonged exposure to industrial dishwashers. Commercial detergents contain highly concentrated alkalis, and wash temperatures routinely hit 85°C. This harsh combination strips away surface gloss and compromises the structural matrix. Selecting the right resilient polymers and optimizing mold finishes creates a product capable of handling commercial abuse.
Industrial dishwashing durability hinges on a material's resistance to thermal shock and chemical hydrolysis. Crystallized PET (rPET) and heavily reinforced Polypropylene (PP) easily withstand over 500 wash cycles without surface degradation. Enhancing the polymer matrix with hydrolysis-resistant additives prevents micro-cracking when the material is repeatedly battered by strong alkaline detergents at 85°C.

Alkali Resistance in Reusable PP and rPET
Commercial cleaning agents operate at high pH levels to dissolve food greases rapidly. When standard PET is exposed to high heat and strong alkalis, it undergoes saponification. The ester bonds on the surface break down, causing the plastic to turn cloudy and brittle.
Polypropylene (PP) possesses excellent natural chemical resistance to alkalis, making it ideal for intensive wash environments. For rPET to survive these same conditions, we compound the recycled resin with impact modifiers and anti-hydrolysis agents. This fortifies the molecular structure, preventing the alkaline solutions from penetrating the microscopic surface layer of the tableware. The product retains its structural integrity and visual clarity cycle after cycle.
Surface Tension Modifications for Rapid Drying
In commercial kitchens, rapid turnaround times are essential. Tableware must dry completely within seconds of exiting the dishwasher. If water clings to the surface, it breeds bacteria and slows down service operations.
We address this during the mold-making process by modifying the surface energy of the final product. By applying specific micro-textures to the steel mold cavities, we lower the surface tension of the molded plastic. A low surface energy causes water to bead up and roll off immediately rather than forming a continuous film. This purely mechanical engineering approach eliminates the need for temporary chemical coatings, ensuring the fast-drying property lasts for the entire lifespan of the plate or bowl.
Validating polymer thermal stability, strictly controlling chemical migration limits, and engineering surface properties for high-cycle washing define reliable tableware manufacturing. Strict adherence to EU FCM and LFGB protocols ensures material safety. Precision in molding and chemical resistance directly dictates the lifecycle of reusable plastics.