

PLA vs PP: Which Material Is Safer for Food Use?
Navigating food-contact compliance for plastic tableware is an absolute minefield. Choosing the wrong polymer for your product line risks costly recalls, blocked shipments, and immediate brand damage.
Both PLA and PP are safe when manufactured correctly, but PP offers superior chemical stability and heat resistance for reusable food containers. PLA requires stringent processing controls to prevent degradation and migration, making it highly dependent on the manufacturer's specific molding parameters.

Making a procurement decision requires moving past generic eco-claims and looking directly at polymer performance under industrial testing conditions. Food safety is not a marketing term; it is a measurable metric defined by structural integrity, chemical inertness, and strict regulatory adherence.
What Are the Core Regulatory Food Safety Standards for PLA and PP?
Navigating global compliance means more than just checking a generic "food-safe" box. Failing to understand specific migration limits and regional testing parameters can lead to halted shipments at customs.
Regulatory safety hinges on overall migration limits (OML) and specific migration limits (SML). Buyers must verify that PP and PLA products pass both FDA 21 CFR standards and the stricter EU (EC) No 1935/2004 protocols for their specific end-use temperatures.

FDA Food Contact Substance Regulations: Compliance Pathway Differences
Under the US Food and Drug Administration, Polypropylene (PP) falls under 21 CFR 177.1520, which outlines explicit specifications for olefin polymers. Because PP has a decades-long track record, the compliance pathway is well-established, focusing on density, melting point, and extractable fractions in specific solvents like n-hexane.
Polylactic Acid (PLA), conversely, is generally recognized as safe (GRAS) for certain food contact applications, but its compliance often depends on the specific additives used during compounding. Any modifiers added to PLA to improve heat resistance or flexibility must have an approved Food Contact Notification (FCN) on file.
EU Framework Regulation (EC) No 1935/2004: Migration Limits Explained
The European Union takes a much more aggressive stance on food contact materials (FCMs). Regulation (EU) No 10/2011, which falls under the broader (EC) No 1935/2004 framework, sets a strict Overall Migration Limit (OML) of 10 mg/dm² of the food contact surface area.
When testing PP or PLA for the European market, manufacturers must conduct extraction tests using food simulants (like 3% acetic acid for acidic foods or 10% ethanol) under standardized time and temperature conditions (e.g., OM2 or OM3 testing protocols). If a PLA container degrades during a 2-hour test at 70°C and leaches monomers beyond the SML, it fails compliance immediately.
China GB Standards for Food-Grade Plastics: Testing Requirements
China's GB 4806.7-2016 standard for food-contact plastic materials requires rigorous baseline testing. One of the critical metrics in the GB standard is the potassium permanganate consumption test, which measures the total amount of oxidizable organic matter leaching from the plastic into distilled water. Both PP and PLA must pass this, alongside specific heavy metal limits (calculated as lead) and decolorization tests to ensure no pigments bleed into the food.
Certification Documentation Buyers Must Verify Before Procurement
B2B buyers cannot rely on a supplier's verbal assurances. Before issuing a purchase order, you must require a comprehensive Declaration of Compliance (DoC). This document must be backed by full, unredacted test reports from accredited third-party labs (like SGS, TÜV, or Intertek). Furthermore, require the raw material Technical Data Sheet (TDS) and a complete Bill of Materials (BOM) to verify that the resin grade listed is actually the one used on the factory floor.
How Do Material Properties Affect Food Safety Performance?
A material might pass a baseline lab test, but real-world dining environments are harsh and unpredictable. Overlooking structural properties means risking toxic leaching or structural failure during consumer use.
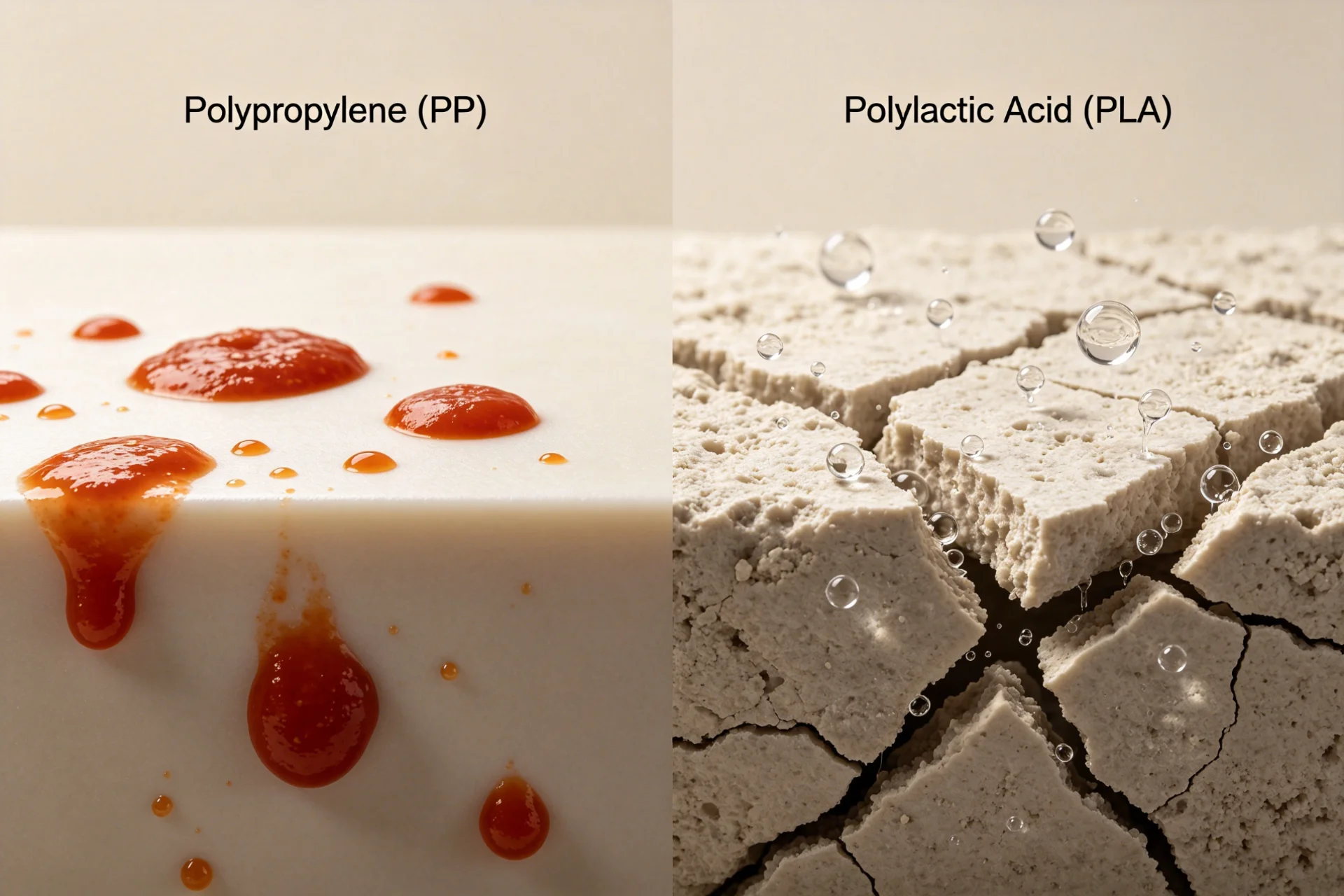
Polypropylene (PP) possesses a highly stable molecular structure, resisting breakdown under heat and stress. Polylactic Acid (PLA) is inherently prone to hydrolysis, meaning it can degrade and harbor bacteria if moisture control and injection molding parameters are not precisely calibrated.
Chemical Inertness and Migration Risk: PP's Molecular Stability Advantage
Polypropylene is an aliphatic hydrocarbon. From a material science perspective, this non-polar structure gives it exceptional chemical resistance. It simply does not react with most aqueous solutions, acids, or bases. This molecular stability is why PP has such low migration risks, even when storing highly acidic foods for extended periods.
PLA is an aliphatic polyester. The ester bonds in its polymer chain are susceptible to cleavage when exposed to moisture and heat—a process known as hydrolysis. If PLA tableware is exposed to strongly acidic foods (like tomato sauce or citrus) at elevated temperatures, the surface can begin to break down, increasing the risk of lactic acid monomers migrating into the food.
| Feature / Metric | Polypropylene (PP) | Standard Polylactic Acid (PLA) | Crystallized PLA (C-PLA) |
|---|---|---|---|
| Polymer Structure | Aliphatic Hydrocarbon | Aliphatic Polyester | Aliphatic Polyester |
| Heat Deflection Temp (HDT) | 90°C - 100°C+ | 55°C - 60°C | Up to 90°C (Requires additives) |
| Chemical Inertness | High (Non-polar, highly stable) | Moderate (Prone to hydrolysis) | Moderate (Prone to hydrolysis) |
| Migration Risk (OML/SML) | Very Low across all simulants | Low in cold/dry, High in hot/acidic | Moderate in hot/acidic |
| Impact Strength | High (Durable, drop-resistant) | Low (Brittle, prone to cracking) | Low to Moderate (Often brittle) |
Thermal Resistance Under Real-World Conditions: Heat Deflection Temperature Comparison
Heat Deflection Temperature (HDT) dictates a material's ability to bear a load at elevated temperatures. Standard injection-molded PP typically boasts an HDT of around 90°C to over 100°C, meaning it will not warp when a hot meal is plated on it.
Standard PLA has a notoriously low HDT of roughly 55°C to 60°C. Pouring boiling soup into a standard PLA bowl will cause immediate, irreversible warping. While manufacturers can induce crystallization during molding to create C-PLA (raising the HDT to 90°C), this process significantly increases cycle times and renders the final product much more brittle.
Surface Porosity and Bacterial Colonization: Injection Molding vs Additive Layer Structure
Food safety relies heavily on surface finish. High-pressure injection molding of PP at optimal melt temperatures (around 220°C - 240°C) produces a dense, non-porous surface. This slick finish prevents food particles from adhering and stops bacteria from colonizing.
PLA requires extreme precision during manufacturing. If the mold temperature or injection pressure is off, or if the material is processed via 3D printing (additive manufacturing) rather than injection molding, the resulting surface will contain micro-voids. These microscopic crevices trap moisture and organic matter, creating a breeding ground for pathogens that standard washing cannot eliminate.
Moisture Absorption Impact on Structural Integrity and Contaminant Retention
Moisture is the enemy of PLA manufacturing. PLA is highly hygroscopic. Before it ever enters the injection molding machine, it must be dried in a desiccant hopper to bring the moisture content below 250 parts per million (ppm). If molded with trapped moisture, the polymer chains degrade inside the barrel (a drop in intrinsic viscosity). The resulting tableware will be structurally compromised, brittle, and highly susceptible to retaining contaminants during use. PP, being non-polar, absorbs virtually zero moisture, making its production and end-use performance far more predictable.
Which Material Performs Better in Commercial Food Service Applications?
Commercial catering demands tableware that withstands aggressive washing, impact, and high heat. Selecting an incompatible polymer leads to warped, degraded products after a single service cycle.
For heavy-duty commercial use, PP heavily outperforms standard PLA in longevity and thermal tolerance. Reusable food service demands polymers that survive prolonged microwave exposure and industrial dishwasher cycles without surface degradation or structural warping.

Hot Fill and Microwave Use Cases: Temperature Tolerance Benchmarks
In commercial food processing, "hot fill" operations typically occur between 85°C and 95°C. Polypropylene handles these temperatures flawlessly without structural deformation or chemical leaching. Furthermore, PP is fundamentally transparent to microwave radiation and withstands the heat transferred from boiling food, making it the industry standard for microwave-safe meal prep containers.
Standard PLA cannot survive a hot fill line; it will soften and collapse. Even if modified C-PLA is used, putting it in a microwave with oily foods often causes localized melting and severe degradation of the ester bonds.
Dishwasher Cycle Durability: Reusable Dinnerware Lifecycle Testing
To qualify as commercial multi-use tableware, a product should ideally pass the EN 12875 standard for mechanical dishwashing resistance. Commercial dishwashers blast plates with highly caustic detergents and rinse water exceeding 80°C.
Polypropylene tableware routinely survives hundreds of these aggressive cycles without losing its surface finish or dimensional stability. PLA, conversely, suffers in this environment. The combination of high heat, high moisture, and high alkalinity accelerates hydrolysis. Even thick-walled C-PLA products will begin to turn cloudy, crack, and warp after repeated commercial wash cycles.
Oil and Acidic Food Compatibility: Chemical Resistance Data
When dealing with hot, oily foods, the fat can act as a mild plasticizer. While PP has decent oil resistance, prolonged storage of hot fats can cause slight absorption over time, though it rarely compromises food safety.
PLA has excellent grease resistance at room temperature. However, the commercial reality often pairs oils with acids (like vinaigrettes or hot tomato-based meat sauces). When heat and acidity are introduced simultaneously, PLA's chemical resistance drops drastically, accelerating surface breakdown and shortening the functional lifespan of the tableware.
Child Safety Products: Drop Impact and BPA-Free Validation
For child-safe tableware, chemical safety and impact resistance are equally critical. Both PP and PLA are inherently BPA-free, which passes the primary chemical safety check.
However, children drop plates. Polypropylene possesses excellent impact strength and flexibility; it bounces rather than shatters. PLA is exceptionally brittle. A dropped PLA cup will often crack or shatter, creating sharp edges and a choking hazard. To make PLA safe for kids, manufacturers must blend it with toughening agents (like PBAT), which complicates the supply chain, increases costs, and requires a completely new set of migration tests to ensure the modifiers themselves do not leach.
B2B buyers frequently face shipment rejections because their products fail standard customs compliance checks at European borders. Even a marginal deviation in polymer compounding can trigger toxic chemical migration when a plate or bowl is exposed to high heat or highly acidic foods. Securing safe passage into strict markets requires engineering your tableware to pass exact migration testing protocols long before mass production begins.
Compliance relies on passing Overall Migration Limits (OML) and Specific Migration Limits (SML) tests under EU EC 1935/2004. Standard plastics and biopolymers must definitively prove that less than 10 milligrams of total substance per square decimeter transfers into specific food simulants under high heat and prolonged contact durations.

The Mechanics of Overall Migration Limits (OML)
Overall Migration Limits measure the total mass of non-volatile substances released from the tableware into food. In the factory laboratory, we simulate real-world usage scenarios using standardized chemical agents. For example, Simulant B (3% acetic acid) tests for acidic foods, while Simulant D2 (olive oil) tests for fatty foods. To replicate long-term commercial use, products are submerged in these simulants at 70°C for up to two hours. If the polymer matrix is poorly formed or injection molding temperatures were too low, unreacted monomers and low-molecular-weight compounds detach from the plastic. Maintaining strict control over barrel temperatures and using high-purity, food-grade raw materials is the only reliable way to keep OML results well below the 10 mg/dm² threshold required by European regulations.
Specific Migration Limits (SML) for Polymer Additives
While OML looks at the total material released, Specific Migration Limits focus on individual, potentially hazardous chemicals, such as heavy metals, plasticizers, or specific colorants. SMLs are heavily scrutinized under LFGB testing standards. When manufacturing reusable PP or rPET tableware, any color masterbatch or UV stabilizer added to the mix must be carefully vetted. If an additive is prone to leaching, it will fail the SML test, even if the total migration is acceptable. We rely on comprehensive material safety data sheets (MSDS) and batch testing to verify that additives remain locked within the polymer chain. Precise compounding ensures these additives improve durability and aesthetics without compromising the chemical stability required for direct food contact.
Overcoming Thermal Instability in Bio-Based Manufacturing
Transitioning from conventional thermoplastics to bioplastics like PLA is fraught with processing difficulties. Bio-materials are notoriously hygroscopic and highly sensitive to shear stress inside the machine barrel, which routinely results in brittle end-products or severe part warpage out of the mold. Mastering precise thermal control and moisture management during the injection phase resolves these structural defects and yields viable tableware.
Successfully molding bio-based plastics requires strict moisture control below 0.02% prior to processing and calibrated mold cooling channels to accelerate crystallization, ensuring the tableware achieves the necessary impact resistance and dimensional stability without extending cycle times.

Controlling Moisture and Thermal Degradation
Bio-based polymers absorb moisture rapidly from the air. If PLA or similar bioplastics enter the injection hopper with a moisture content above 0.02%, the water reacts with the polymer under high heat, causing hydrolysis. This reaction breaks down the molecular chains, dropping the material's intrinsic viscosity and resulting in a weak, brittle final product. In our production lines, raw bio-resins undergo intensive desiccant drying at 80°C for at least four hours before processing. Furthermore, barrel temperatures must be tightly monitored. Overheating bioplastics leads to immediate thermal degradation, creating burn marks and compromising the food-contact safety of the material.
Crystallization Rates and Cycle Time Optimization
Bioplastics generally have slower crystallization rates compared to standard polypropylene. If a PLA bowl is ejected from the mold too quickly, it will warp as it cools at room temperature. To counteract this, we utilize precision-engineered molds equipped with advanced conformal cooling channels. By controlling the exact temperature of the mold cavity, we force the polymer chains to align and crystallize rapidly. This increases the heat deflection temperature of the finished tableware and keeps manufacturing cycle times economically viable.
| Material | Pre-Drying Required | Typical Mold Temp | Heat Deflection Temp | Dishwasher Safe | Compliance Focus |
|---|---|---|---|---|---|
| Polypropylene (PP) | No | 20°C - 40°C | 80°C - 100°C | Yes (High) | OML, SML, Heavy Metals |
| Recycled PET (rPET) | Yes (<0.01%) | 10°C - 30°C | 65°C - 70°C | Moderate | Contaminant Scavenging |
| Crystallized PLA (CPLA) | Yes (<0.02%) | 90°C - 110°C | 85°C - 90°C | Yes (Moderate) | Phthalates, Monomer Migration |
Engineering Tableware for High-Volume Commercial Washing
Sustainable tableware fails in the market if it degrades quickly after a few cycles in an industrial dishwasher. Micro-cracking, crazing, and surface hazing frequently plague poorly formulated plastics subjected to caustic detergents and high-pressure washing. Formulating the correct polymer matrix to resist intense chemical and thermal wear ensures a long, functional lifespan in institutional settings.
Reusable food-grade tableware is engineered to withstand alkaline detergents and rinse temperatures exceeding 85°C. Incorporating highly crystalline polymers and executing precise post-mold annealing processes prevents stress-cracking and maintains the structural integrity required for intensive commercial use.
Stress Resistance Against Alkaline Detergents
Commercial dishwashing relies on highly alkaline detergents to break down food residues. These chemicals aggressively attack weak bonds in plastic materials. Over time, this chemical attack causes surface erosion, turning clear or glossy tableware cloudy—a process known as hazing. To combat this, the material formulation must possess inherent chemical resistance. For reusable applications, we select polymer grades specifically engineered for hydrolytic stability. This ensures the surface remains non-porous and smooth, preventing the ingress of detergent chemicals that cause structural degradation and ensuring the tableware passes prolonged contact tests.
Managing Polymer Annealing for Long-Term Stability
Injection molding inherently introduces residual stress into tableware, particularly at injection gates or sharp geometric transitions like the rim of a cup. When exposed to the rapid heating and cooling cycles of a commercial dishwasher, these stressed areas are the first to develop micro-cracks. We mitigate this through controlled annealing. By exposing the finished products to a specific heat treatment immediately after molding, we allow the polymer chains to relax and redistribute internal stress. This hands-on engineering step significantly increases the impact resistance and fatigue life of the product, ensuring the tableware remains physically intact and safe for continuous food contact throughout its intended commercial lifecycle.
Conclusion:
Manufacturing safe, compliant food-grade tableware demands strict adherence to migration limits, precise thermal management during injection molding, and rigorous durability testing. Mastering these technical variables ensures the production of stable, reusable products that consistently meet international FCM safety standards and perform reliably in demanding commercial environments.